
TIG溶接によるアルミ溶接・ステンレス溶接
TIG溶接について
大畠製作所のTIG溶接
アルミTIG溶接の説明

アルミTIG溶接について
アルミTIG 溶接は、ステンレスや鉄のTIG溶接より一般的には難しいとされています。
ステンレスや鉄のTIG溶接と大きな違うところは、アルミTIG溶接は交流溶接、ステンレスや鉄のTIG溶接は直流溶接であるところです。
なぜ、アルミTIG溶接は難しいのでしょうか。
アルミ溶接は母材の管理と溶接場の環境がステンレスや鉄のTIG溶接とは違いにより溶接に適した管理、環境が要求さているところです。
ステンレスや鉄は表面に油分や水分があると、先端を研いたトリタンが丸みを帯びてきて、集中的な火が接合部から焦点がずれてしまい余熱の影響がおきてしまい製品が歪を発生する原因になってしまいますので溶接表面はきれいに拭いてから溶接作業にあたる必要があります。アルミTIG溶接は鉄やステンレス以上の内容を要求されます。
アルミTIG溶接は上記の溶接前工程では当然しないといけない作業ですが、母材の表面をウエスで乾拭きするだけでは、不充分なのです。アセトンやシンナーで綺麗に拭き取らないと溶接ビートの仕上がりや溶接ビート内に不純物が混入してピンホールや溶接亀裂の原因になります。
また、アルミ母材を加工をする時のサンダー等で削った部分のアルミ母材に残った砥石も溶融プールに混入して溶接されてしまいます。溶接母材の表面にあるものをほとんどのものを溶接ビート内に混入してしまうイメージです。母材表面に油分や水分が残っているときは、適正の溶接は不可能です。アルミ溶接は母材の表面、切断、開先取り面等の汚れを落とす作業をしっかりと施さないと溶接完成品に大きな違いがでます。
アルミMIG溶接ではアルミ溶接母材の酸化皮膜の除去しないといけません。
(アルミMIG溶接で説明します)
アルミTIG溶接は鉄やステンレス溶接に比べて、溶接前処理に手間がかかります。
アルミ溶接特集を作成しています
アルミTIG 溶接は、ステンレスや鉄のTIG溶接より一般的には難しいとされています。
ステンレスや鉄のTIG溶接と大きな違うところは、アルミTIG溶接は交流溶接、ステンレスや鉄のTIG溶接は直流溶接であるところです。
なぜ、アルミTIG溶接は難しいのでしょうか。
アルミ溶接は母材の管理と溶接場の環境がステンレスや鉄のTIG溶接とは違いにより溶接に適した管理、環境が要求さているところです。
ステンレスや鉄は表面に油分や水分があると、先端を研いたトリタンが丸みを帯びてきて、集中的な火が接合部から焦点がずれてしまい余熱の影響がおきてしまい製品が歪を発生する原因になってしまいますので溶接表面はきれいに拭いてから溶接作業にあたる必要があります。アルミTIG溶接は鉄やステンレス以上の内容を要求されます。
アルミTIG溶接は上記の溶接前工程では当然しないといけない作業ですが、母材の表面をウエスで乾拭きするだけでは、不充分なのです。アセトンやシンナーで綺麗に拭き取らないと溶接ビートの仕上がりや溶接ビート内に不純物が混入してピンホールや溶接亀裂の原因になります。
また、アルミ母材を加工をする時のサンダー等で削った部分のアルミ母材に残った砥石も溶融プールに混入して溶接されてしまいます。溶接母材の表面にあるものをほとんどのものを溶接ビート内に混入してしまうイメージです。母材表面に油分や水分が残っているときは、適正の溶接は不可能です。アルミ溶接は母材の表面、切断、開先取り面等の汚れを落とす作業をしっかりと施さないと溶接完成品に大きな違いがでます。
アルミMIG溶接ではアルミ溶接母材の酸化皮膜の除去しないといけません。
(アルミMIG溶接で説明します)
アルミTIG溶接は鉄やステンレス溶接に比べて、溶接前処理に手間がかかります。
アルミ溶接特集を作成しています
アルミTIG溶接製品・ステレスTIG溶接製品の事例
 ステンレスTIG溶接製品の事例
ステンレスTIG溶接製品の事例
サニタリー仕様製品です。
ステンレスTIG溶接をして溶接後に旋盤加工をしております。
内外の表面部は#600研摩仕上げをしております。
食品装置部品や薬品製造装置部品に適用が多い仕様です。 アルミTIG溶接製品の事例
アルミTIG溶接製品の事例
アルミ製のハンドルです。
アルミTIG溶接製品で油分や細かな傷等をスコッチブライトにて仕上げをして完成製品として出荷しております。
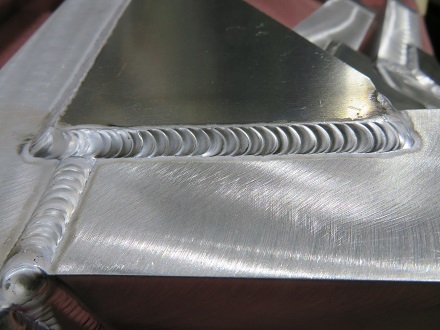
ステンレス突合せTIG溶接とアルミ突合せTIG溶接の事例

突合せアルミ多層溶接 アルミTIG溶接・アルミMIG溶接の事例
突合せ多層溶接ステンレスTIG溶接だけではなく、レアなアルミTIG溶接・アルミMIG溶接も同様な仕様溶接が可能です。
アルミTIG溶接・アルミMIG溶接はピンホールがステレス溶接よりできる可能性が非常に高いです。
アルミTIG溶接・アルミMIG溶接はピンホールがステレス溶接よりできる可能性が非常に高いです。
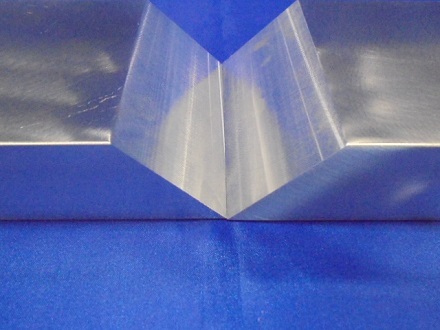 アルミ材 A5052 35t
アルミ材 A5052 35t
開先取り加工 突合せ多層溶接
突合せ多層溶接
アルミMIG溶接
溶接部の溶け込みがとても重要な溶接方法です。
溶接後にフライス加工部を施しても溶接接合部には亀裂やピンホールがないように溶接しています。
真空装置等のシートフランジなどに使用する溶接方法です。 突合せ多層TIGアルミ溶接
突合せ多層TIGアルミ溶接
アルミMIG溶接と同様に溶け込み不良やピンホールの発生を起きないように溶接してあります。
異種金属TIG溶接
異種金属TIG溶接でSUS304とSS400の異種溶接後2次機械加工の仕様指示がある製品です。
多層3パス異種TIG溶接の事例です。
多層3パス異種TIG溶接の事例です。
 TIG溶接でSUS304とSS400の加工品の双方を開先加工しています。
TIG溶接でSUS304とSS400の加工品の双方を開先加工しています。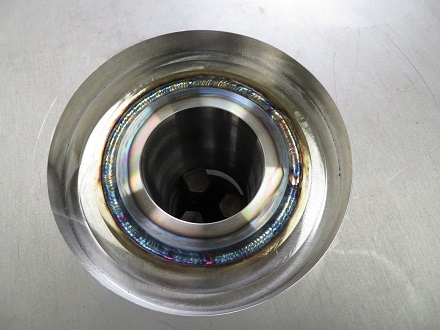 異種多層TIG溶接 1層目溶接
異種多層TIG溶接 1層目溶接
開先結合部により接近している部分を溶かしてSUS309の溶接棒を添加しながら溶け込み不足が発生しないように溶接しています。
溶け込み不足があると2次加工時に溶接接合部に亀裂が発生してしまいます。 T多層溶接 2層目のTIG溶接です。
T多層溶接 2層目のTIG溶接です。
SUS304品とSS400品を十分に溶かしながらSUS309の溶接棒を添加しながらが溶接しています。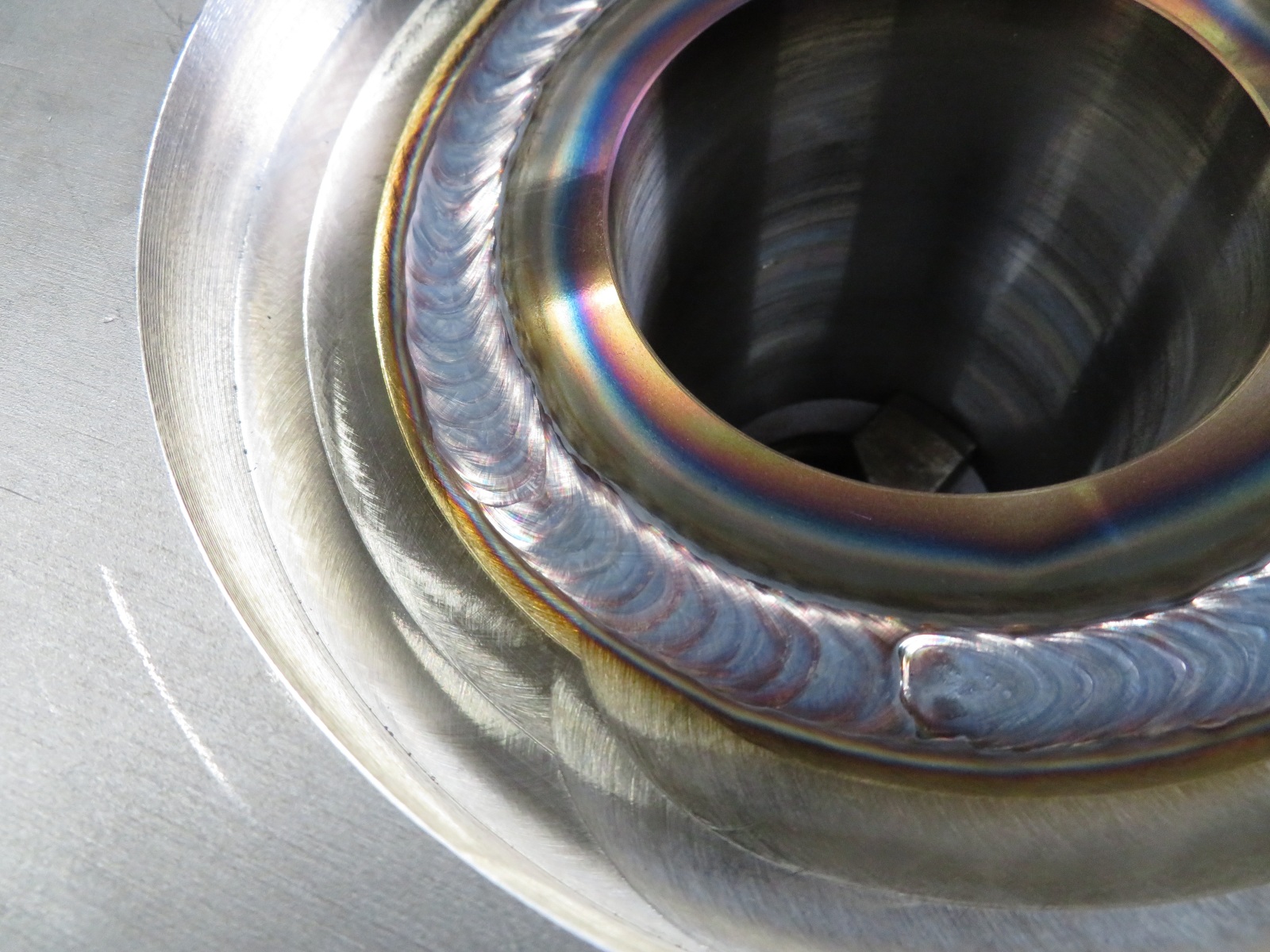 異種金属多層TIG溶接の仕上げ層溶接です。
異種金属多層TIG溶接の仕上げ層溶接です。
アンダカットがないようにSUS309の溶接棒を溶かし添加しながら一定のビートになるように溶接しています。オバーブーロにならないように溶接する必要があります。
2次機械加工時にアンダーカットがあると欠損製品の原因になります。
また、オバーブローになると母材の組織成分に影響がでて強度不足になります。
アルミTIG溶接製品の事例

アルミTIG溶接アルミ製ブラケット
当社はアルミ溶接の他にステンレス溶接や鉄溶接もTIG溶接して行っております。
アルミMIG溶接(半自動)も可能です。
アルミMIG溶接(半自動)も可能です。
 アルミ製ブラケット
アルミ製ブラケット
A5052 板厚12tと14tです。
アルミTIG溶接で、2次機械加工がある製品です、溶接部は開先加工をしてあります。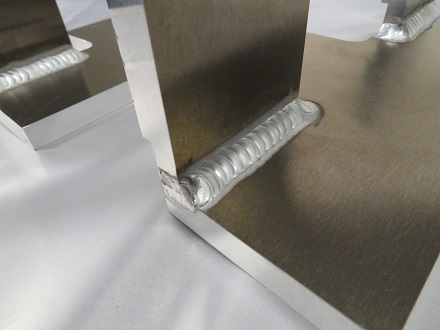 アルミ製ブラケット
アルミ製ブラケット
隅肉アルミTIG溶接です。
A5052 14tと12t
溶け込みを十分にさせて、溶接棒を添加しコントロールしてビートを形成して溶接しています。
純ニッケルTIG溶接

ステンレスTIG溶接製品写真事例
ステンレスのTIG・MIG(半自動)溶接の製品












ステンレスTIG溶接の製品です。
溶接後にバフ仕上げや酸洗い等の各種金属表面処理しています。
溶接後にバフ仕上げや酸洗い等の各種金属表面処理しています。
アルミTIG溶接製品
アルミTIG溶接では、製品を溶接するさいに、製品を拘束して熱変形の歪やねじれがおきないように溶接しています。
 アルミ製フェンダー
アルミ製フェンダー
A5052 3t
アルミTIG溶接の製品です。 アルミ製フェンダー
アルミ製フェンダー
金属ベンダー加工で、板の端をR曲げ加工をしています。
A5052 3t
TIGアルミ溶接
ステンレスTIG溶接 多層溶接
ステンレスTIG多層盛溶接、ローリング法の実演動画です。
難材のティグ溶接
 アルミ製ブラケット
アルミ製ブラケット
ティグ溶接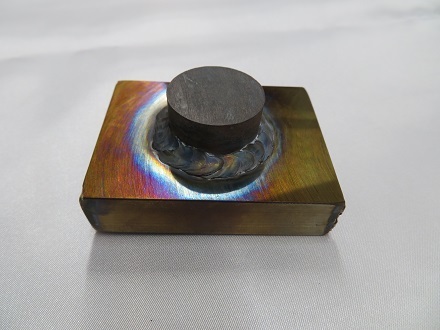 銅とステンレスの異種ティグ溶接
銅とステンレスの異種ティグ溶接
溶解温度に大きな差があるので銅の溶接溶解温度にすることが難しい溶接方法です。
TIG溶接によるステンレス製タンクの製品例
SUS304製タンクをTIG溶接後に2次機械加工をして電解処理、圧力検査をして出荷している製品です。
 SUS304製タンク
SUS304製タンク
丸フランジ・丸型マニーホールド等旋盤加工したものをTIG溶接してあります。 TIG溶接後にソケット部や丸フランジ部は埋栓等施して圧力検査を実施しております。
TIG溶接後にソケット部や丸フランジ部は埋栓等施して圧力検査を実施しております。
TIG溶接によるステンレス製開閉式門の製品例

SUS304 ヘアライン仕上げ角パイプを使用して、溶接による変色を抑えるように溶接してあります。
SUS420J2のTIG溶接の製品事例

SUS420J2のTIG溶接で、ステンレス鋼で焼入れが可能な材料ですが、溶接は可能です。
溶接前に余熱をあたえ、溶接後に急冷をすると溶接部が欠損する可能性が高い素材です。
TIG溶接とは、電気を用いたアーク溶接方法の一種です。Tungsten InertGasの略でTIGといいます。タングステンー不活性ガス溶接の意味になります。電極棒に消耗しない材料のタングステンを使用して、溶接部分を酸素や窒素から不活性ガスのアルゴンガスやへリウムガスを吹き付けて溶接します。不活性ガスをシールドガスといいます、TIG溶接はティグ溶接といいます。タングステンレスは溶かさないで別に溶加材(ティグ溶接棒)を用いて溶接します。
ティグ溶接に使用する溶接機は直流溶接機と交流溶接機があります。
直流溶接は母材を陽極した直流正極と母材を陰極とした直流逆極性があります。
交流溶接は高周波電源を使用し、アークの不安定な状況を補佐しています。
ティグ溶接の直流正極性では、母材が陽極で電極が陰極で、電極から母材にむけて電子が放出されるので、電子がぶつかる母材側は電極より多く電子がぶつかることで加熱されます。電極側は電子のぶつかりがないので、消耗はほぼないです。
直流電極で直流逆極性では電極側を陰極にすると電極に電子がぶつかり電極が加熱してしまい電極が極端に消耗が激しくなり適切な溶接ができません。
交流溶接では逆極性の電極側を陽極でアークのクリーニング作用が可能で、電極消耗が少なくできる交流サイクルの特性を利用した溶接ができます。クリーニング作用とは、逆極性の母材側から電極に電子が放出される、アーク放電電子は酸化物から放出ことが多いのでアルミニウムやマグネシウムの絶縁体の酸化皮膜を除去できます。逆極性の場合は電子が母材から電極に放出されつづけると電極が消耗されてしまう、交流波形は半分ごとに陽極が反転するので、正極性と逆極性の両方の特性のある溶接ができます。溶け込みとクリーニング作用のある溶接ができます。
ティグ溶接では、直流の正極性で鉄やステンレスなどを溶接し、アルミニウムは熱伝導性が高く、融点が600
℃と低いので溶接箇所以外の熱影響が著しくあるので溶接中の熱管理が難しく、酸化皮膜除去のクリーニング作用が必要な交流溶接を用いります。
ティグ溶接は溶接中に溶加材で溶接ビートを整えて溶接作業すると綺麗で高品質の溶接ができます。鉄やステンレスや非鉄金属のアルミ等の溶接が母材の板厚に関係なく必要な溶け込みの調整が容易に可能な溶接方法です。