
ファイバーレーザー溶接の案内
ファイバーレーザー溶接とは
ファイバーレーザー溶接事例
当社では、ステンレスのバフ材を従来は溶接箇所以外の変色をバフ仕上げなどで製品にしておりましたが、現在はファイバーレーザー溶接後の焼おとし電解処理のみにて完成製品にしておりますので、大幅なコスト削減をして提供できることが可能になりました。
ファイバー溶接SUS304製トレイ
 工作機械用クーラントトレイ
工作機械用クーラントトレイ
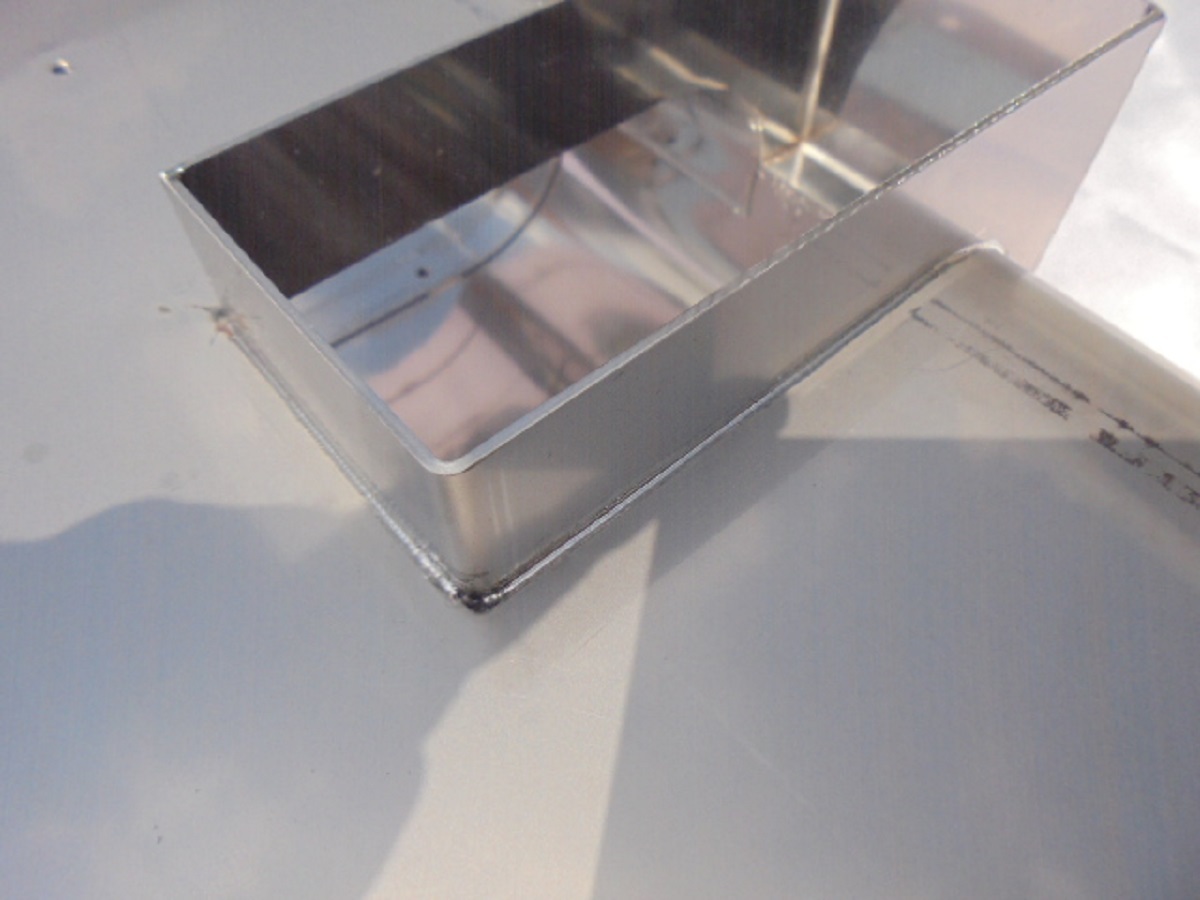
SUS304 1.5t #400バフ材
隅肉ファイバーレーザー溶接にて母材変色がほとんどなく溶接しております。ファイバー溶接SUS304バフ材
 ステンレス製トレイ
ステンレス製トレイ
SUS304 1.5t バフ仕上材を使用しております。
金属ベンダー加工によりR曲げ加工をしました。
R曲げ部の頂点でファイバーレーザー溶接をしています。
溶接熱の歪が最小限に抑えられ、変色ない溶接をしております。ファイバー溶接SUS304長尺溶接品
 ステンレス角パイプ状にする製品
ステンレス角パイプ状にする製品
SUS304 3t で角パイプの角をファイバーレーザー溶接をしました。
反り、曲がりのない製品の仕上がり、溶け込みをしっかりとされています。
ファイバーレーザー溶接はSUS304で3tまで溶け込みが可能です。
高反射材のファイバーレーザー溶接製品事例

灯篭の模型 真鍮0.8t
高反射材の真鍮 0.8tの板をファイバーレーザー・パンチ複合マシンにてカットをして、金属ベンダー加工で曲げ加工をしたプレスパーツ部品をファイバーレーザー溶接しています。接合部隙間が少しあり、ファイバーレーザー溶接で溶け込みを調整しながら溶接しました。
従来の真鍮溶接は、銀ロー付けやハンダ付けが支流で、酸素バナーによる溶接ですので熱変形や変色がありました。またフラックスを使用しないと接合できなかったため、溶接後の洗浄が必要でした。従来の真鍮溶接後処理をせずに製品にすることがファイバーレーザー溶接では可能です、すっきりとした溶接製品になります。
高反射材の真鍮 0.8tの板をファイバーレーザー・パンチ複合マシンにてカットをして、金属ベンダー加工で曲げ加工をしたプレスパーツ部品をファイバーレーザー溶接しています。接合部隙間が少しあり、ファイバーレーザー溶接で溶け込みを調整しながら溶接しました。
従来の真鍮溶接は、銀ロー付けやハンダ付けが支流で、酸素バナーによる溶接ですので熱変形や変色がありました。またフラックスを使用しないと接合できなかったため、溶接後の洗浄が必要でした。従来の真鍮溶接後処理をせずに製品にすることがファイバーレーザー溶接では可能です、すっきりとした溶接製品になります。
ステンレス薄板ファイバーレーザー溶接製品事例

ステンレス 製スクリュー模型
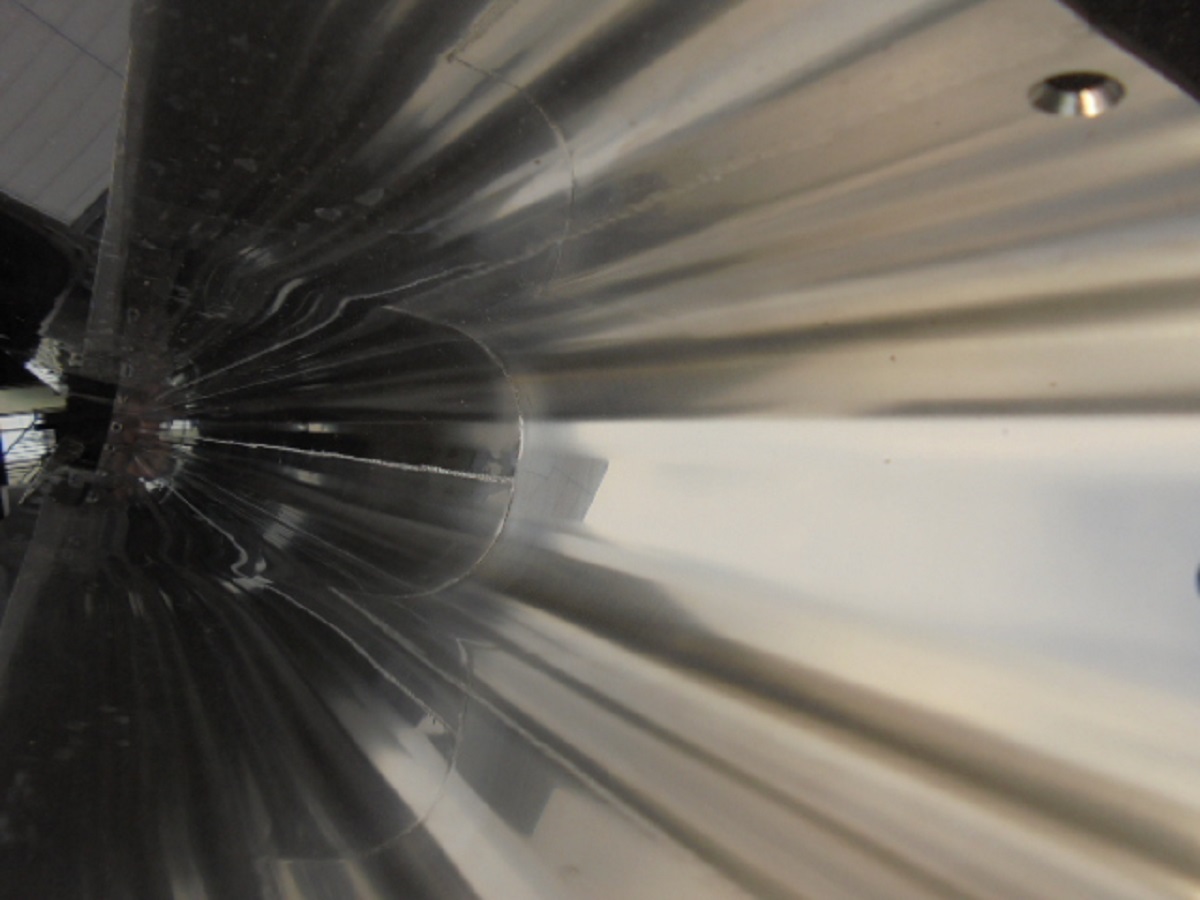
SUS304 0.8tの板をパンチ・ファイバーレーザー複合マシンで加工した部品の1枚1枚をスクリュー状に手曲げをして、ファイバーレーザー・ハンディー溶接機で狭いスクリュー間をファイバーレーザー溶接した製品です。
ファイバーレーザー・ハンディー溶接作業です。溶接部の接合部接点とファイバーレーザー光の焦点が少しでもずれると溶接ができませんでした。根気強く溶接をした製品です。
当社では、このようなファイバーレーザーのトウチがはいりずらいところも傾きを思考錯誤しながらファイバーレーザー・ハンディー溶接は可能ですので複雑な形状の溶接構造でお困りなことがございましたお気軽にご相談ください。
SUS304 0.8tの板をパンチ・ファイバーレーザー複合マシンで加工した部品の1枚1枚をスクリュー状に手曲げをして、ファイバーレーザー・ハンディー溶接機で狭いスクリュー間をファイバーレーザー溶接した製品です。
ファイバーレーザー・ハンディー溶接作業です。溶接部の接合部接点とファイバーレーザー光の焦点が少しでもずれると溶接ができませんでした。根気強く溶接をした製品です。
当社では、このようなファイバーレーザーのトウチがはいりずらいところも傾きを思考錯誤しながらファイバーレーザー・ハンディー溶接は可能ですので複雑な形状の溶接構造でお困りなことがございましたお気軽にご相談ください。
ロングサイズのファイバーレーザー溶接製品事例

ステンレスロング角シャワー
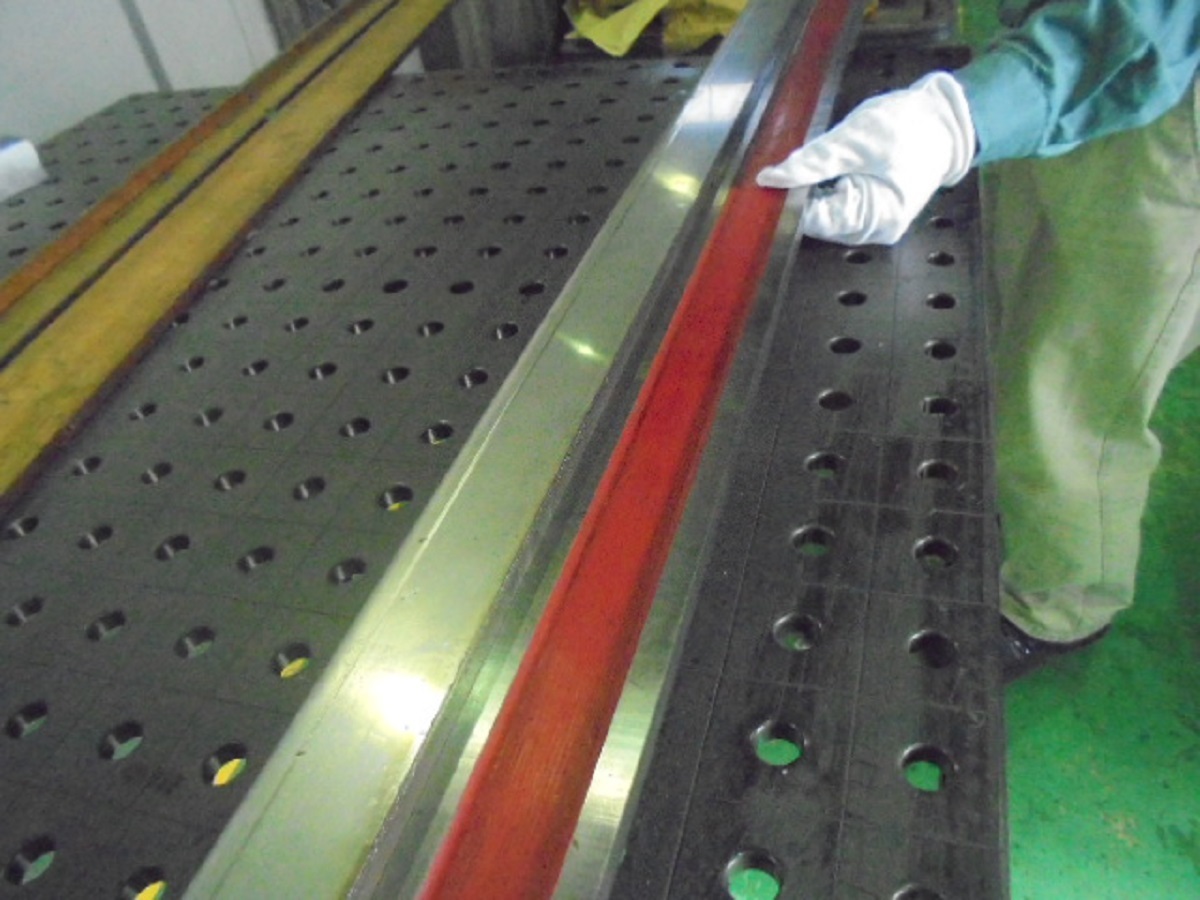
SUS304 2t(2B)をコの字状に曲げたものにSUS3045X30FBをファイバーレーザー溶接しています。
全長は5200mmなのですが、ファイバーレーザー溶接は熱影響が低減されているので反りが最小限に抑えられています。
SUS304 2t(2B)をコの字状に曲げたものにSUS3045X30FBをファイバーレーザー溶接しています。
全長は5200mmなのですが、ファイバーレーザー溶接は熱影響が低減されているので反りが最小限に抑えられています。
各種ポジショナーによるステンレスファイバーレーザー溶接作業
当社では、ファイバーレーザー溶接機と自動回転盤・自動直線走行装置を同期することが可能ですので、溶接製品の仕上げリにばらつきがない高品質の溶接製品がご提供可能です。
ファイバーレーザーポジショナー(回転盤)による溶接
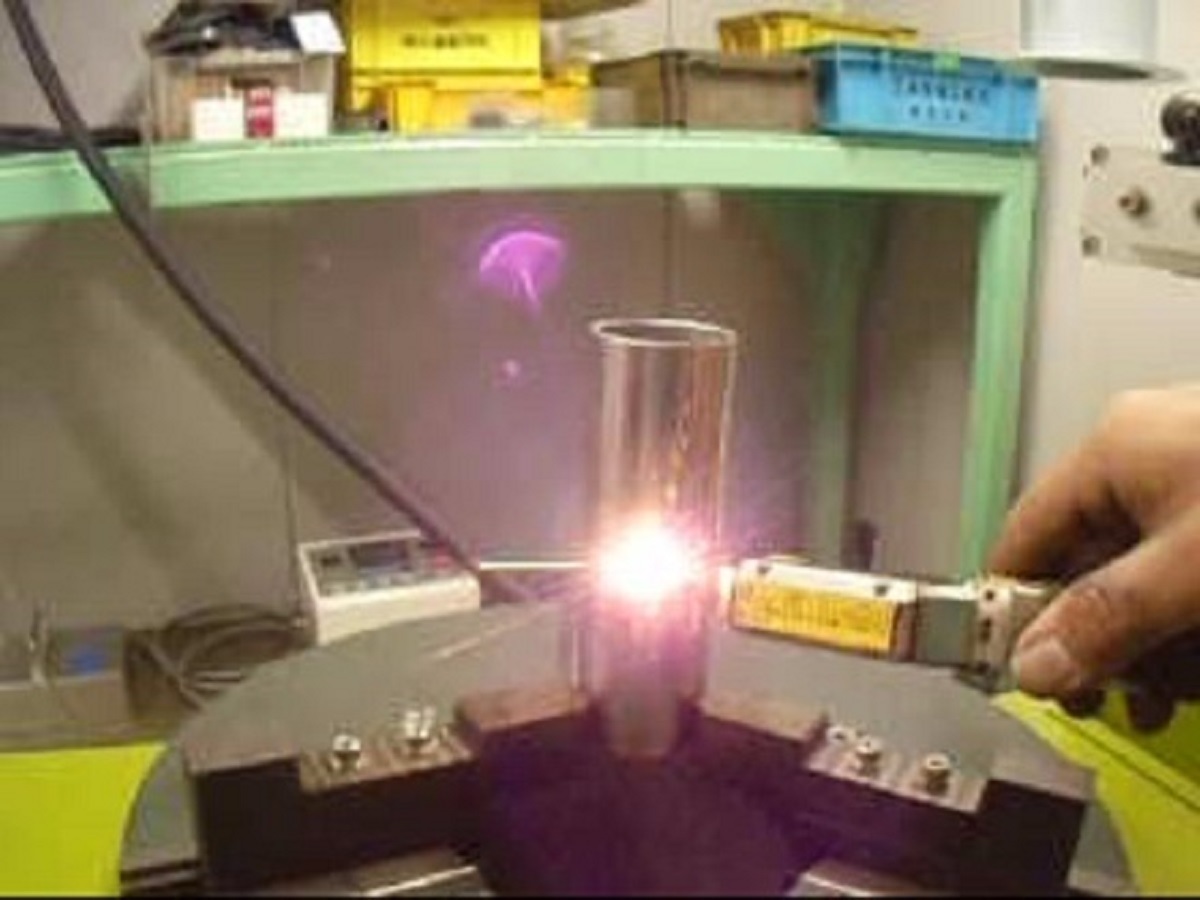 ポジショナー(回転盤)のSUS304製パイプのファイバーレーザー溶接です。
ポジショナー(回転盤)のSUS304製パイプのファイバーレーザー溶接です。
SUS304の板厚3tまで裏波溶接が可能です。ファイバーレーザー直線移動ポジショナーによる溶接
 直線移動型ポジショナーのファイバーレーザー溶接です。
直線移動型ポジショナーのファイバーレーザー溶接です。
SUS3040.8tのT型溶接です。
ファイバーレーザー溶接なので熱変形が最小限に抑えられています。
製品は反りや曲がりの少ない製品に仕上がります。
極薄板ステンレスファイバーレーザー溶接や中厚板ファイバーレーザー溶接が可能
従来のレーザー溶接やTIG溶接では困難であった板厚0.2t・0.3tや3tをファイバーレーザー溶接は可能になりました。
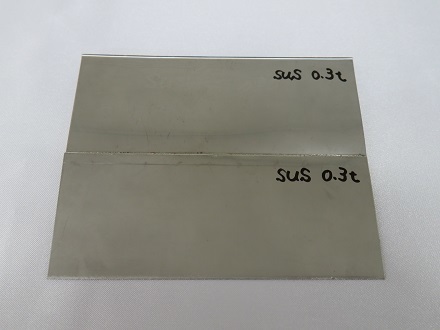 SUS304 0.3t板突合せファイバーレーザー溶接のサンプル
SUS304 0.3t板突合せファイバーレーザー溶接のサンプル 極薄板ファイバーレーザー溶接
極薄板ファイバーレーザー溶接
SUS304 0.2tの突合せ溶接です。
TIG溶接では困難な領域の溶接が可能です。 ファイバーレーザー溶接ではSUS304 3tまで溶接溶け込みが可能です。
ファイバーレーザー溶接ではSUS304 3tまで溶接溶け込みが可能です。
アルミファイバーレーザー溶接のサンプル
アルミファイバーレーザー溶接の角継手溶接
A5052 1tの溶接で、接合部の溶接が集光性に優れているので熱変形がない溶接が可能です。
A5052 1tの溶接で、接合部の溶接が集光性に優れているので熱変形がない溶接が可能です。
 アルミフィバーレーザー溶接です。
アルミフィバーレーザー溶接です。
A5052 1tの角部溶接です。
溶接ビートが細い溶接が可能です。 アルミファイバーレーザー溶接です。
アルミファイバーレーザー溶接です。
A5052 1tのT型継手溶接で溶接の歪がなく微細溶接が可能です。
高反射材・異種金属ファイバーレーザー溶接の事例
ファイバーレーザー溶接は高反射材の真鍮や融点の異なる異種金属溶接が可能です
 真鍮0.8tの突合せファイバーレーザー溶接
真鍮0.8tの突合せファイバーレーザー溶接
ファイバーレーザーは高反射材の溶接が可能です。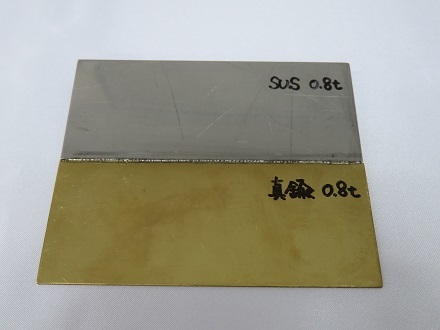 異種金属ファイバーレーザー溶接です。
異種金属ファイバーレーザー溶接です。
融点の異なるSUS3040.8tと真鍮0.8tの突合せファイバーレーザー溶接です。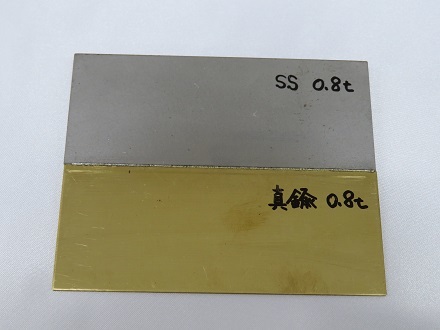 異種ファイバーレーザー溶接です。
異種ファイバーレーザー溶接です。
SS0.8tと真鍮0.8tの突合せ溶接
自動回転テーブルによるファイバーレーザー溶接の実演
自動直線走行によるファイバーレーザー溶接の実演
ロングサイズのファイバーレーザー溶接の実演
ファイバーによるZAM鋼板の溶接品事例
ファイバー溶接は処理鋼板の溶接において最適な溶接が可能です。
 ファイバー溶接は処理鋼板の溶接に威力を発揮します。写真の溶接サンプルはZAM鋼板のファイバー溶接です。tig溶接では電極のトリタンの先端が丸み帯びてしまい処理鋼板の溶接には不向きですが、ファイバー溶接は電極を必要としないため、非常にスムーズな溶接が可能です。
ファイバー溶接は処理鋼板の溶接に威力を発揮します。写真の溶接サンプルはZAM鋼板のファイバー溶接です。tig溶接では電極のトリタンの先端が丸み帯びてしまい処理鋼板の溶接には不向きですが、ファイバー溶接は電極を必要としないため、非常にスムーズな溶接が可能です。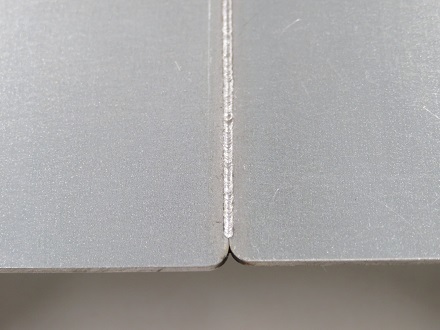 ZAM鋼板のファイバー溶接
ZAM鋼板のファイバー溶接
溶接による熱変色がない品質の高い溶接を実現しています。
溶接の溶け込みが良くtig溶接と同等の強度を得ることが可能です。
ステンレス極小径のファイバーレーザー溶接の事例

SUS304 φ2で板厚0.5tのパイプをファイバー溶接してあります。
パイプを回転ポジショナーに固定をして、溶接条件を設定し溶け込みを考慮しながらの溶接になります。
ステンレス製の極薄板気密溶接ファイバーレーザー溶接の製品事例

SUS304 0.8tの気密ファイバー溶接です。
TIG溶接より溶接局部を集中溶接が可能で製品への熱影響を最小限の抑えることができ、気密溶接も可能です。
バフ研磨材・へアライン材のファイバーレーザー溶接の事例
ファイバーレーザー溶接あとの変色や歪はなく、美観的に優れており製品の付加価値が上がります。
 ファイバーレーザー溶接はビート幅が細くすることが可能で、製品母材への溶接よる溶接熱を最小限に抑えることができ、溶接施工後の痕処理のコストが少なくてすみます。
ファイバーレーザー溶接はビート幅が細くすることが可能で、製品母材への溶接よる溶接熱を最小限に抑えることができ、溶接施工後の痕処理のコストが少なくてすみます。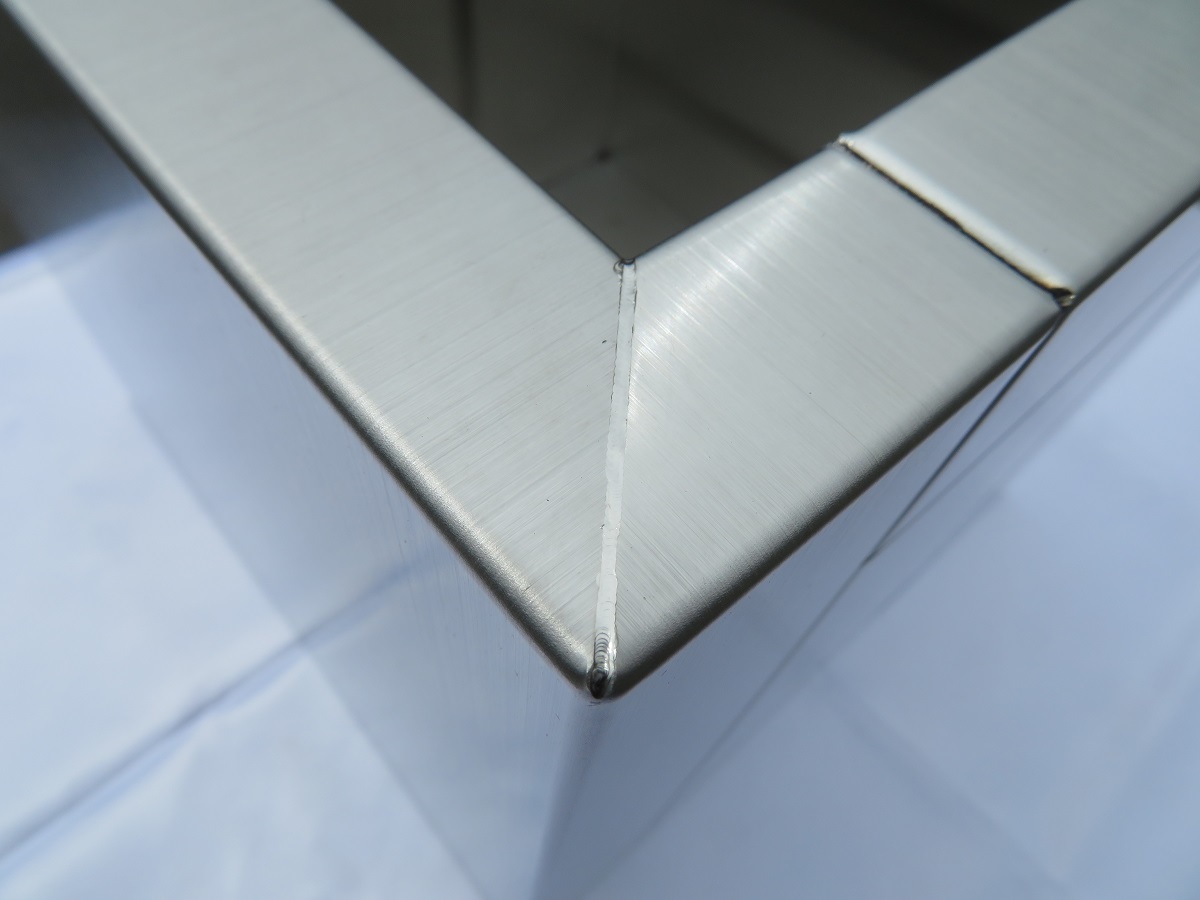
ファイバーレーザーは、光ファイバーを増幅媒体とする固体レーザーの一種です。Co2レーザーは気体レーザーです、光ファイバーの中心にあるコアに稀土類元素イッテルビウムが添加されています。イッテルビウス添付中心コアの中を1.1μmレーザー光と励起光が通り、外側の第一クラッドを励起光が通りさらにその外側に第二クラッドがあります。二重になっていることから、ダブルクラッドファイバーと呼ばれています。
ファイバーレーザーの優位性は、従来の固定レーザーに比べて多くあります。
① 構成が光ファイバーであるため、ミラー・レンズ等がないことから光軸ずれの心配がなく、メンテナンスが極端に少なくてすむこと。
② 高信頼性で高出力の半導体レーザーを励起光源としているので、ファイバーレーザも高信頼・高出力が実現できる。
③ 光ファイバー内で効率良く増幅できる。
④ 光ファイバーから出力されるので、品質の高いビームができるので、集光性に優れている。
高信頼・高出力のファイバーレーザー溶接は従来の溶接方法では不可能であった高出力のスピード溶接や融点の異なる異種金属溶接・高反射材や難加工材溶接を可能にできます。
ビームの集光性が高いので金属極薄板溶接や溶接後の歪みが起きやすい構造の製品で高品質の溶接が実現できます。
当社では、今までの溶接知識を最大限活用でききますハンディーファイバー溶接を行っています。TIG溶接製品やMIG溶接製品でもファイバーレーザー溶接が適している部分は溶接をしております。ロボット溶接では段取コストがかかる単品製品やロボットアームの干渉があって溶接困難な形状でも容易にファイバーハンディー溶接しています。