
MIG溶接/MAG溶接/炭酸ガスアーク半自動溶接
MIG溶接/MAG溶接/炭酸ガスアーク半自動溶接について

アルミMIG溶接とステンレス炭酸ガスアーク半自動溶接の製品事例
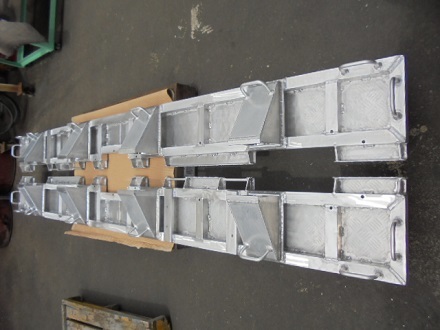
 アルミMIG溶接製品です。先端の部分は150角材を溶接してあります。
アルミMIG溶接製品です。先端の部分は150角材を溶接してあります。
十分な溶接溶け込みが必要な製品です。
シールドガスはアルゴンガスとへリウムガスの混合ガスで溶接してあります。
アルミ溶接後に横中ぐり盤にて機械加工をしています。 ステンレス炭酸ガスアーク半自動溶接製品です。フラックス入りワイヤーを使用しています。
ステンレス炭酸ガスアーク半自動溶接製品です。フラックス入りワイヤーを使用しています。
溶接後のスラグはワイヤブラシで除去し、電解研摩により溶接後焼けおとしをしています。
アルミMIG溶接製品事例
アルミMIG溶接はシールドガスをアルゴンガスで行います。
溶け込みがアルミTIG溶接より溶け込みが良いので、中板厚から極厚板のアルミ溶接に適しています。
溶け込みがアルミTIG溶接より溶け込みが良いので、中板厚から極厚板のアルミ溶接に適しています。
 アルミ製のステップです。
アルミ製のステップです。
溶接後の微細粒なマグネシウムによる灰黒色を除去してあります。 アルミMIG半自動溶接作業です。
アルミMIG半自動溶接作業です。
溶接の光がステンレスや鉄などにくらべて強烈な光がでるので遮光をしっかりとして溶接しています。
溶融プールを誘導しながらビートを整えて溶接しています。
アルミMIG溶接多層溶接実演ビデオ
炭酸ガスアーク半自動溶接の鉄製大型製罐製品事例
当社は大型製罐製品や大型板金製品の極厚板から各種金属の極薄板(0.1t)までの金属加工をしております。
精密板金加工・製缶加工・金属溶接・金属機械加工が当社での内製を可能な設備を整えております。
精密板金加工・製缶加工・金属溶接・金属機械加工が当社での内製を可能な設備を整えております。
 大型製罐製品
大型製罐製品
三角型架台
板厚70tの板を炭酸ガスアーク半自動溶接の多層溶接をしております。
製品重量は約2tの製品です。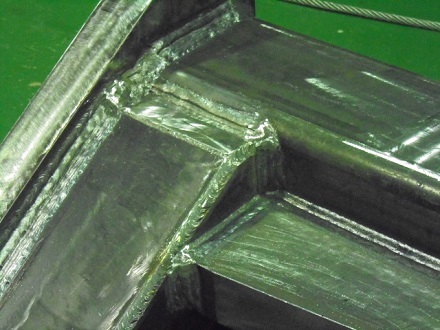 大型製罐製品三角型架台
大型製罐製品三角型架台
鉄製品で炭酸ガスアーク半自動溶接により多層溶接をしてあります。
耐荷加重100tの対応製罐製品で構造解析をして設計、製作をしました。
異種炭酸ガスアーク半自動溶接等の製品事例
当社では、異種の溶接をしております。
SUS430・SUS304とSSの異種炭酸ガスアーク半自動溶接やTIG溶接しております。
SUS430・SUS304とSSの異種炭酸ガスアーク半自動溶接やTIG溶接しております。
 異種炭酸ガスアーク半自動溶接
異種炭酸ガスアーク半自動溶接
SUS304とSSの溶接です。
炭酸ガスアーク半自動溶接・TIG溶接をしてあります。 異種炭酸ガスアーク半自動溶接
異種炭酸ガスアーク半自動溶接
SUS304とSSの溶接。
溶接後マシニングセンター加工をしてあります。
炭酸ガスアーク半自動溶接による多層溶接製品の実例
当社では鉄製の製罐製品で、炭酸ガスアーク半自動溶接による多層溶接も施工することが可能です。
 鉄製製罐製品の隅肉炭酸ガスアーク半自動溶接で多層溶接。
鉄製製罐製品の隅肉炭酸ガスアーク半自動溶接で多層溶接。
べース部は板厚70tです。
一定の安定した溶接ビートを施してあります。
ビートに欠損部分がないように溶接してあります。 突合せ多層炭酸ガスアーク半自動溶接
突合せ多層炭酸ガスアーク半自動溶接
突合せ部は開先加工をしてあります。
溶接溶け込みをオーバーラップや溶け込み不良をおこそないように電流・電圧を調整しながら溶接しています。
金属アーク溶接ひとつの方法です。半自動アーク溶接を半自動溶接ともいいます。
金属電極棒が溶加材として送給ローラーで自動的に母材に送り込まれ、そのまま溶融して溶接する方式です。被覆アーク溶接の溶加棒は短いので、大量な溶接箇所には適していません、溶加材にワイヤーを長い時間供給でき、不活性ガスを使用してする半自動アーク溶接が開発されました。
アーク放電のシール材はアルゴンガスや二酸化炭素が使用され、酸素等の影響をあたえないように溶接します。屋外では風避け対策を施して溶接作業をします。
溶接に使用するシールドための不活性ガスの種類で半自動溶接の種類がありますが、溶接機材は同様なものを使用します。
MIG溶接はシールドにアルゴンガスを使用します
MAG溶接はシールドにアルゴンガスと炭酸ガスの混合ガスを使用します
炭酸ガスアーク溶接はシールドガスに炭酸ガスを使用します
各種金属の半自動溶接で鉄の溶接は炭酸ガスアーク溶接、ステンレスの溶接はMIG・炭酸ガスアーク溶接、アルミの溶接はMIG溶接で溶接します。
各種半自動溶接は溶接速度が速いので溶接歪がでにくいです。
アルミ等のMIG溶接ではシールドガスで酸素の影響をあたえないことが重要です。
MIG溶接は片手で溶接トーチを操作し、トーチのスイッチを入れると供給ワイヤがチップから出て溶接されます。TIG溶接のように片手はトーチ、片手は溶接棒で両手を使う溶接とは違って、片手で溶接作業ができますので、溶接作業者が初心者でもそれほど難しい溶接方法ではありません。
右側の写真はアルミMIG溶接製品です。
長い製品でアルミ溶接製品は鉄溶接製品やステンレス溶接製品より反り、歪みが発生しやすのでアルミ溶接施工中は製品を拘束して作業しています。
溶接作業後はマグネシウムが黒煤になって製品に付着しますので、製品をステンレス製のワイヤーブラシ等で除去して完成製品にしてあります。